CNC-Maschinen
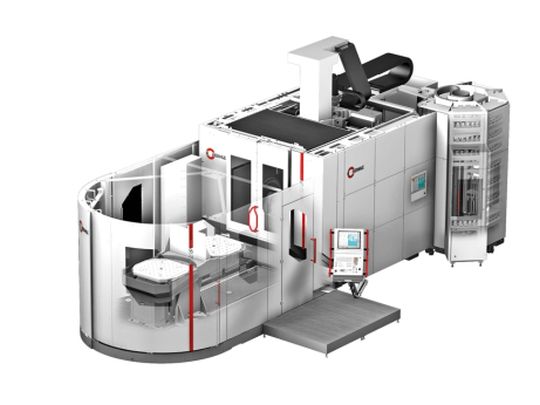
Hermle - C52 U PW2000 (5 Achsen)
Drehzahl max : 18.000 U/min
V-Weg x 1000 mm
V-Weg y 1100 mm
V-Weg z 750 mm
Tischgröße 800 x 800 mm
Tischbelastung 2000 kg
+ 3-fach Palettenwechsler
DMG MORI - DMU 210 P (5-Achsen)
Drehzahl max : 10.000 U/min
V-Weg x 1800 mm
V-Weg y 2100 mm
V-Weg z 1250 mm
Tischgröße Ø 1700 mm
Tischbelastung 8000 kg
+ Genauigkeitspaket

DMG MORI - DMU 200 P (5-Achsen)
Drehzahl max : 42.000 U/min ( mit Vorsatzspindel )
V-Weg x 1800 mm
V-Weg y 2000 mm
V-Weg z 1100 mm
Tischgröße Ø 1700 mm
Tischbelastung 5000 kg
+ Vorsatzspindel

Mori Seiki NMV 5000 (5-Achsen)
Drehzahl max : 20.000 U/min
V-Weg x 730 mm
V-Weg y 510 mm
V-Weg z 510 mm
Tischgröße Ø 500 mm
Tischbelastung 300 kg
+ Drehoption 1200U/min

3D-Metalldruck
Concept Laser M2 Cusing
Laserquelle : 1 x Faserlaser 200 W
Bauraum x 250 mm
Bauraum y 250 mm
Bauraum z 280 mm
Schichtdicke 20 - 50 µm
Focus Ø / Wandstärke 70 - 200 µm
Baurate 2 - 20 cm³/h

Concept Laser M2 Cusing Dual Laser
Laserquelle : 2 x Faserlaser 400 W
Bauraum x 250 mm
Bauraum y 250 mm
Bauraum z 280 mm
Schichtdicke 20 - 80 µm
Focus Ø / Wandstärke 50 - 500 µm
Baurate 2 - 35 cm³/h

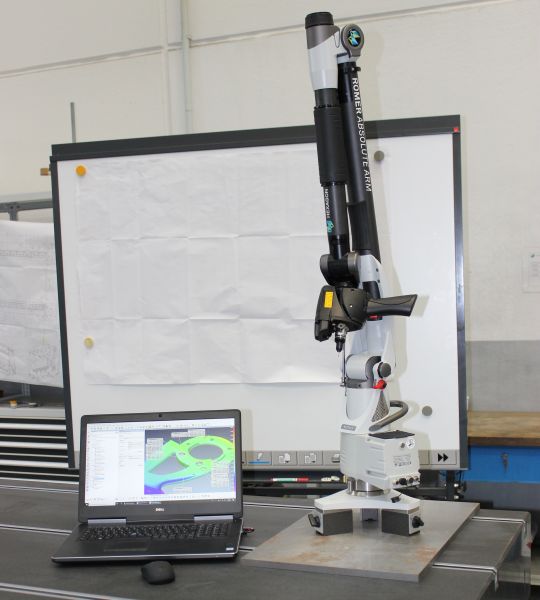
Messarm
Romer Absolute Arm 7725SI (2,5m)
Max. Messdimension - 2500mm Volumendurchmesser
Tastermessung (taktil)
Einzelpunktreproduzierbarkeit : 0,017mm
Volumetrische Genauigkeit : ± 0,026mm
Zertifiziert ISO 10360-12
Laserscanmessung
Einzelpunktreproduzierbarkeit : 0,023mm
Volumetrische Genauigkeit : ± 0,034mm
Zertifiziert ISO 10360-8 mit RS5 Laser Scanner
3D Vermessung
+ taktile Vermessung mit dem genauesten Messarm seiner Baureihe
+ optische Vermessung mit integriertem 3D Scanner
+ Software - PolyWorks Inspector™ Premium
Strahlanlage
Twister® Strahlanlage
Teilgröße max Ø 110 x 150 mm
Durchsatz bis zu 400 Teile/h
Anzahl Werkstückträger 10
Anzahl Teile max ca. 100 Stk.
Mit der TWISTER Strahlanlage erzielen wir gleichmäßige und reproduzierbare Oberflächenstrukturen bei minimalem technischen und energetischen Aufwand. Das zentrale Schleuderrad mit patentierter Schaufelgeometrie wirft das Strahlmittel gegen die auf einer Satellitenaufnahme befindlichen Teile. Die Werkstücke werden auf einer kegelförmigen Umlaufbahn um das rotierende Schleuderrad bewegt. Die neuartige Anordnung der Funktionselemente und deren Kinematik (Überlagerung von Dreh- und Schwenkbewegungen) führen dazu, dass die Oberfläche der zu bearbeitenden Teile einschließlich deren Unterseiten gleichmäßig gestrahlt werden und damit eine optimale Oberfläche erhalten.

